
Badania magnetyczne proszkowe MT
Badania magnetyczne proszkowe (Magnetic Particle Testing), to jedna z powierzchniowych metod badań nieniszczących.
Umożliwia wykrywanie niewidocznych gołym okiem nieciągłości znajdujących się na powierzchni (lub tuż pod nią) badanego materiału. Podstawowym warunkiem możliwości wykonania badań MT jest to, by badany materiał był ferromagnetykiem. Badania magnetyczne proszkowe można wykonywać zarówno w technice barwnej (w świetle widzialnym) jak i w technice fluorescencyjnej (w świetle ultrafioletowym UV).
Metoda magnetyczna proszkowa (często w uproszczeniu nazywana metodą magnetyczną lub magnetykami) jest powszechnie stosowana w każdej gałęzi przemysłu. Co ważne – pomimo skomplikowanej nazwy, jej zasada działania jest dość prosta, a skuteczność – bardzo wysoka. Kurs badań magnetyczno-proszkowych jest jednym z często wybieranych kursów jako wstęp do świata badań nieniszczących.
Jak to działa w 4 krokach?
- Magnesowanie elementu
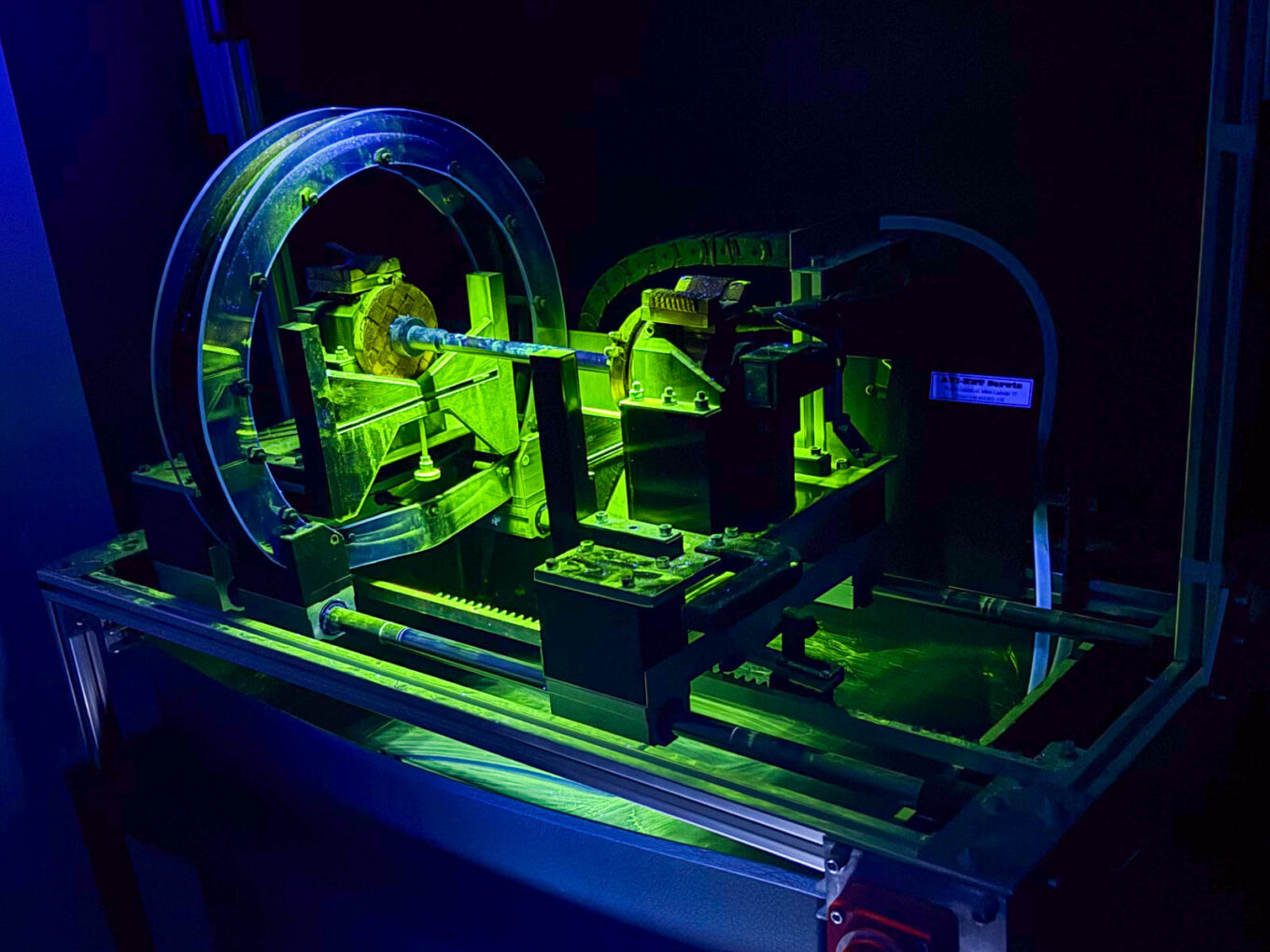
Badany element (np. stalowy pręt, spoina, odkuwka, odlew) jest namagnesowywany – czyli przepuszcza się przez niego prąd elektryczny albo wykorzystuje magnesowanie strumieniem magnetycznym- na przykład specjalne elektromagnesy. Wytwarza się wtedy pole magnetyczne w badanym materiale. - Zjawisko rozproszenia
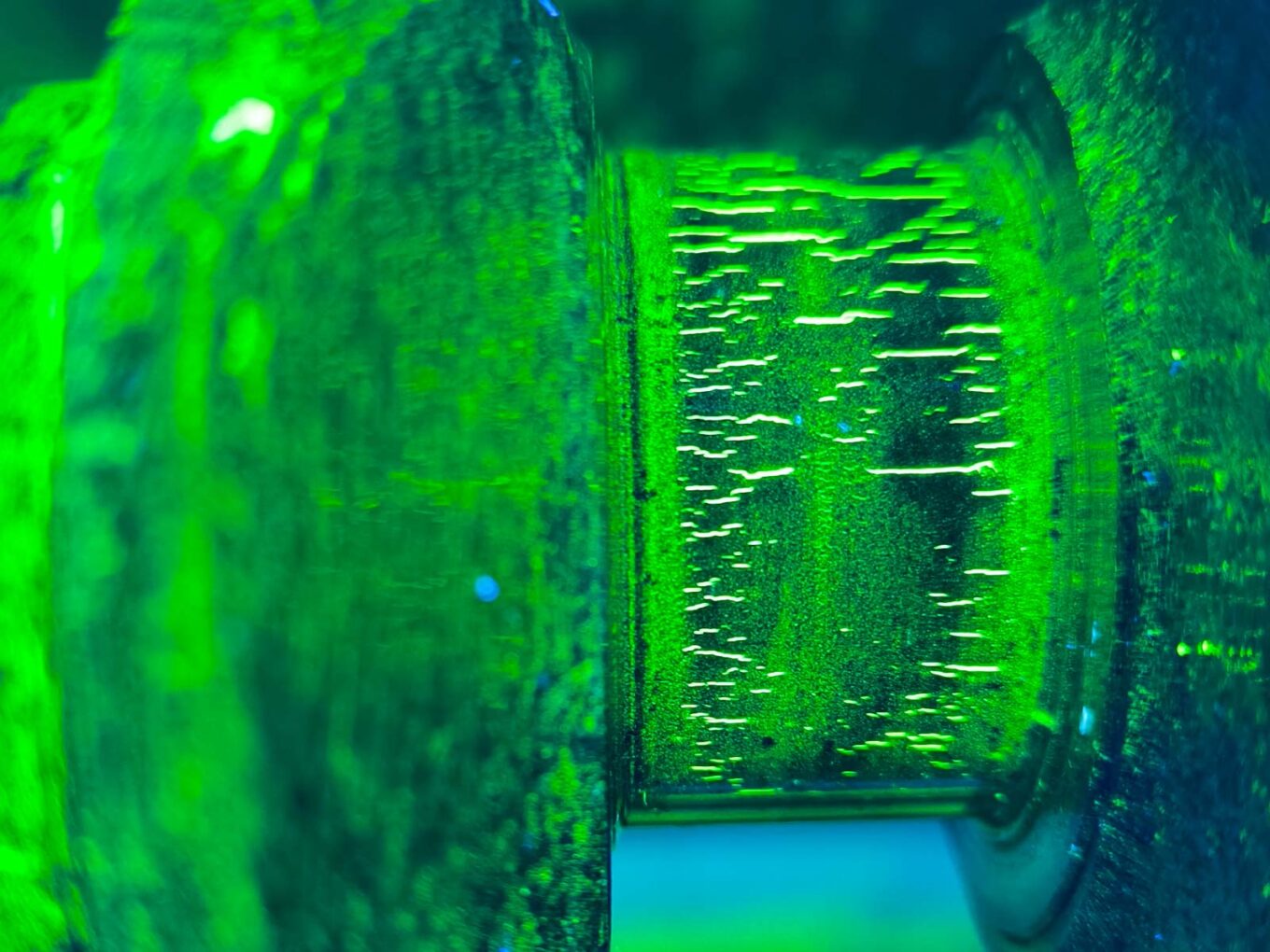
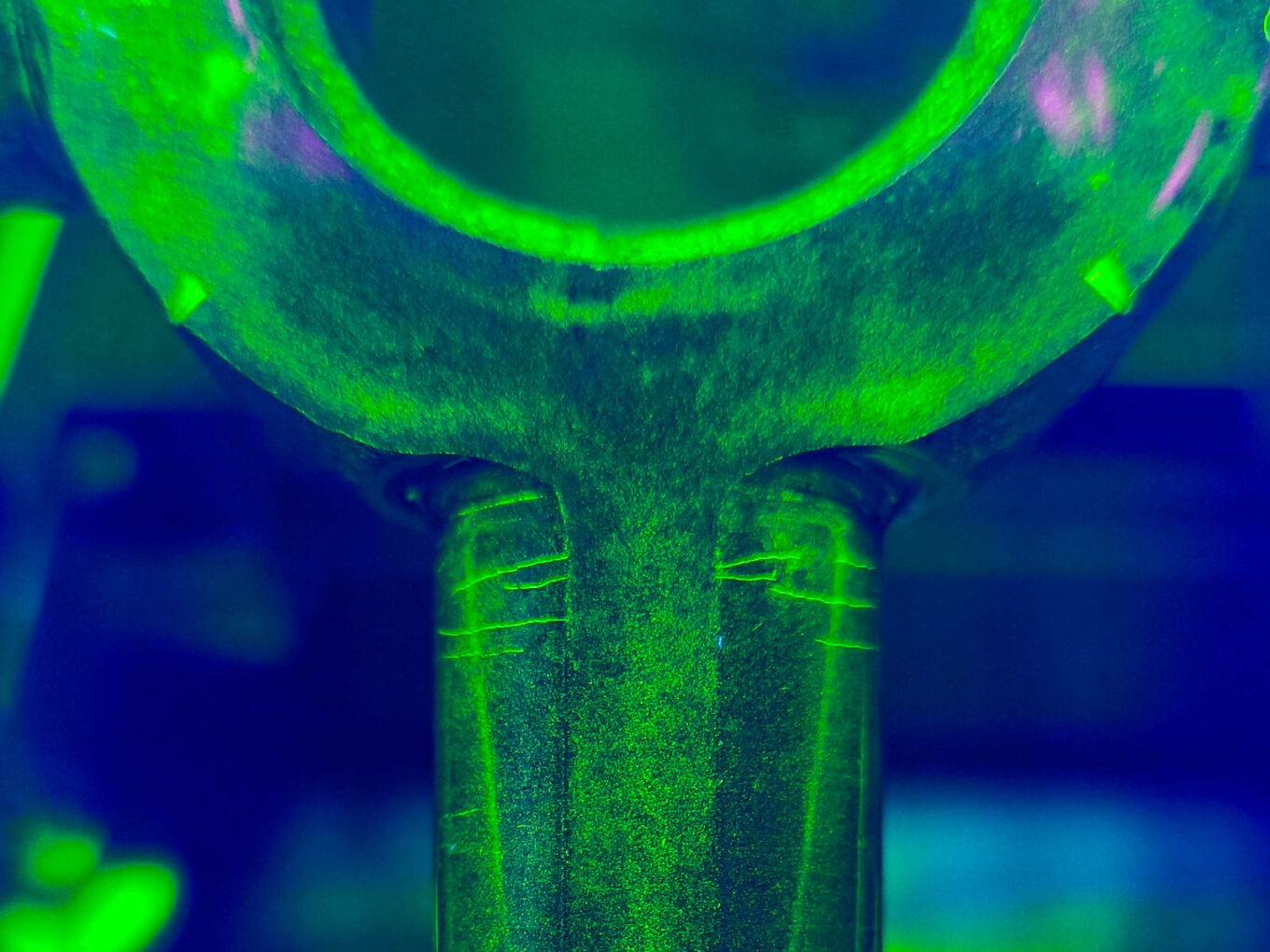
Jeśli na powierzchni lub tuż pod nią znajduje się nieciągłość (np. pęknięcie), strumień pola magnetycznego “wycieka” w tym miejscu na powierzchnię badaną. To zjawisko nazywa się rozproszeniem pola magnetycznego. Rozproszenie może zostać uwidocznione poprzez naniesienie odpowiedniego medium detekcyjnego (proszku lub zawiesiny ferromagnetycznej). - Medium detekcyjne
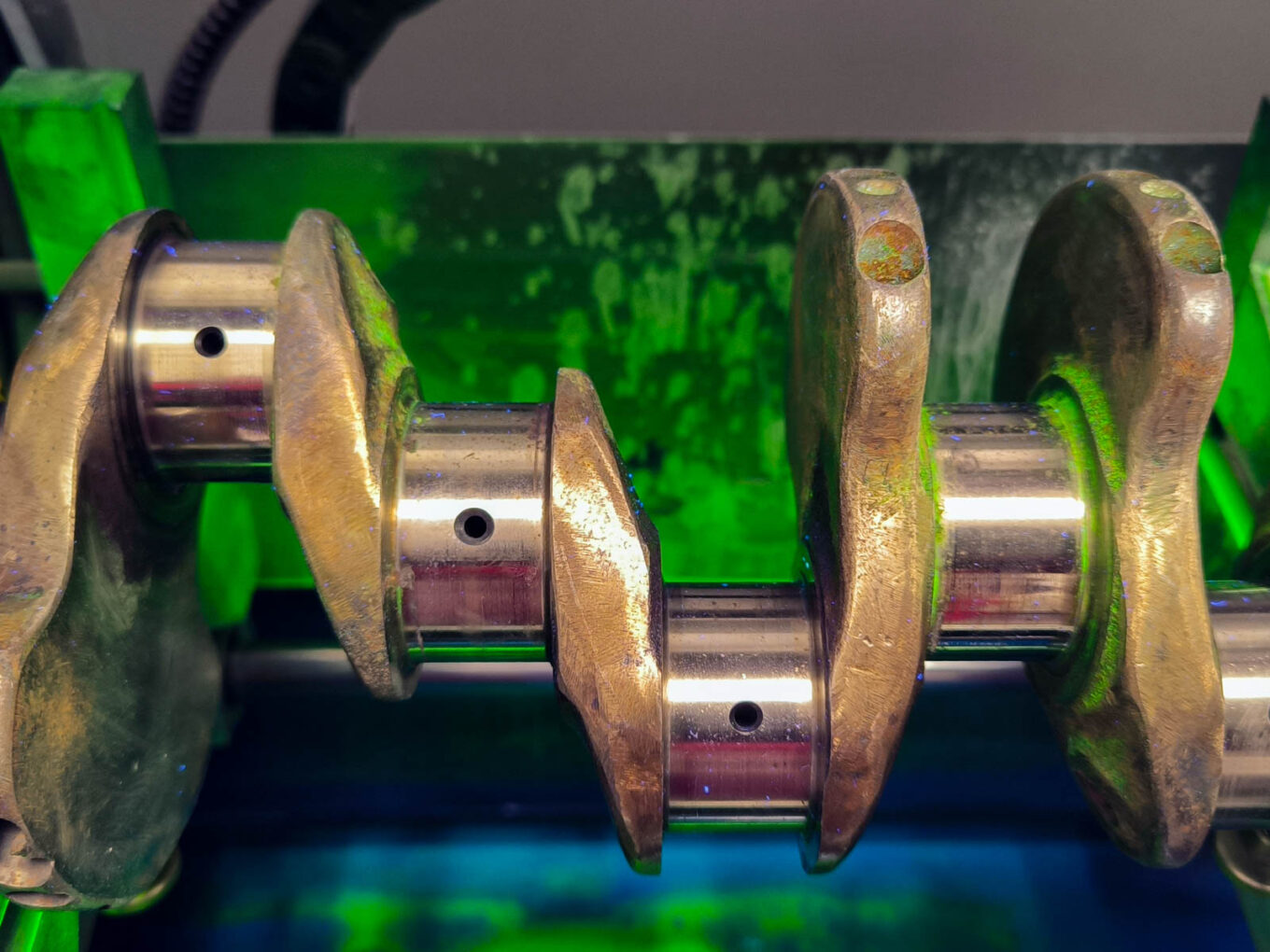
Na powierzchnię badanego elementu nanoszone jest medium detekcyjne. Cząsteczki magnetyczne proszku lub zawiesiny są przyciągane dokładnie tam, gdzie pole magnetyczne zostało zaburzone – czyli właśnie wokół nieciągłości, która wywołała zjawisko rozproszenia. Forma medium detekcyjnego zależy od konkretnych zastosowań. Proszek magnetyczny znajduje np. zastosowanie do badania elementów gorących. Zawiesina z kolei ułatwia formowanie się wskazań. - Oględziny i ocena
W efekcie powstaje wyraźny wzór – proszek „odwzorowuje” przebieg nieciągłości w materiale. Inspektor podczas oceny rozważa czy wskazanie pochodzi od rzeczywistej nieciągłości lub jest wskazaniem pozornym pochodzącym np. od zmian przekroju oraz stanu powierzchni materiału badanego. Finalnie odnosi rozmiar uzyskanego wskazania do przyjętych kryteriów akceptacji.
Co można wykryć dzięki badaniu MT?
Badania magnetyczne proszkowe pozwalają wykrywać przede wszystkim nieciągłości powierzchniowe i podpowierzchniowe, takie jak:
- pęknięcia,
- przyklejenia,
- zawalcowania,
- porowatość.
Metoda MT jest bardzo czuła, ale działa tylko na głębokości kilku milimetrów – nie jest odpowiednia do wykrywania wad głęboko ukrytych wewnątrz materiału. W takim przypadku należy ją uzupełnić metodą objętościową np. UT lub RT.

Czy każdy metal można badać magnetycznie?
Metoda MT działa wyłącznie na materiałach ferromagnetycznych.
Można badać:
- stal węglową,
- stal niskostopowa
- żelazo, nikiel, kobalt.
Nie można badać:
- aluminium,
- miedzi,
- mosiądzu,
- stali nierdzewnej austenitycznej
Jeśli masz element z aluminium, metoda MT Ci nie pomoże – wtedy musisz sięgnąć po badania penetracyjne (PT).
Gdzie stosuje się badania MT?
W praktyce wszędzie tam, gdzie masz stal i spoiny:
- konstrukcje stalowe
- przemysł energetyczny
- petrochemia
- offshore
- przemysł ciężki
- produkcja i kontrola jakości
To standardowa metoda przy odbiorach i kontrolach eksploatacyjnych.
Porównanie z innymi metodami
MT a badania wizualne (VT)
Badania wizualne (VT) kończą się tam, gdzie kończy się ludzki wzrok. MT idzie o krok dalej:
- Wykrywa wady podpowierzchniowe
Widzi pęknięcia, które nie wyszły jeszcze na powierzchnię. - Jest bardziej jednoznaczne
Zamiast „podejrzenia” masz wyraźną linię wskazania. - Działa nawet przez powłoki
Często można badać elementy pokryte cienką warstwą farby. - Daje natychmiastowy wynik
Widzisz efekt od razu po naniesieniu proszku.
MT a badania penetracyjne (PT)
W praktyce przewaga MT nad PT sprowadza się do jednego: tempo pracy przy zachowaniu wysokiej skuteczności.
- Szybsze badanie
Nie trzeba czekać na „wsiąkanie” penetranta – wynik jest od razu. - Lepsze do pracy seryjnej
Można badać elementy jeden po drugim bez zatrzymywania procesu. - Mniejsze wymagania przygotowania powierzchni
Nie zawsze trzeba czyścić element do „gołej stali”. - Wysoka czułość na pęknięcia
Szczególnie w elementach stalowych i spoinach.
Ważne:
Bezpieczeństwo przede wszystkim!
Choć metoda magnetyczno-proszkowa jest niezwykle skutecznym narzędziem kontroli, wiąże się z jednym istotnym ograniczeniem dotyczącym zdrowia. Ze względu na wykorzystywanie podczas badań silnych pól magnetycznych, istnieją bezwzględne przeciwwskazania dla osób posiadających wszczepione urządzenia medyczne. W szkoleniach i pracy przy metodzie MT nie mogą uczestniczyć osoby z rozrusznikami serca, kardiowerterami-defibrylatorami oraz neurostymulatorami. Jest to unikalna cecha tej metody, o której warto pamiętać przed podjęciem decyzji o certyfikacji lub skierowaniem pracownika do badań.
Podsumowanie
Badania MT to jedno z kluczowych narzędzi kontroli jakości – pozwalają szybko wykrywać najgroźniejsze wady bez zatrzymywania produkcji.
Umożliwiają precyzyjne wykrywanie pęknięć niewidocznych gołym okiem.
To narzędzie daje ogromne możliwości – pod warunkiem, że wiesz, jak z niego korzystać. Na naszym szkoleniu nauczysz się wszystkiego, co potrzebne, aby zostać inspektorem NDT.
Zalety MT
- Wysoka czułość na pęknięcia
Skutecznie wykrywa wady powierzchniowe i podpowierzchniowe. - Natychmiastowy wynik
Wskazanie widoczne od razu po naniesieniu proszku. - Szybkość badania
Umożliwia kontrolę wielu elementów jeden po drugim. - Mniejsze wymagania przygotowania powierzchni
Nie wymaga tak dokładnego czyszczenia jak metoda PT. - Możliwość badania przez powłoki
Często działa na elementach pokrytych cienką warstwą farby. - Czytelne wskazania
Wada widoczna jako wyraźna linia – łatwiejsza interpretacja niż w VT.

Ograniczenia MT
- Tylko materiały ferromagnetyczne
Nie działa dla aluminium, miedzi czy większości stali nierdzewnych. - Ograniczona głębokość wykrywania
Nie wykrywa wad głęboko w materiale (tu potrzebne UT lub RT). - Zależność od kierunku magnesowania
Nieprawidłowe ustawienie może ukryć wadę. - Wymaga źródła pola magnetycznego
Potrzebny jest sprzęt (np. elektromagnes, prąd). - Wpływ powłok ochronnych
Grube warstwy mogą utrudnić odczyt wskazań.


Zapisz się na szkolenie MT
Metoda magnetyczna wydaje się prosta, ale diabeł tkwi w szczegółach interpretacji wyników.
Chcesz nauczyć się rozpoznawać wady pod okiem praktyków, którzy zjedli zęby na badaniach w całej Europie?
Sprawdź terminy naszych najbliższych szkoleń w Gdańsku!