
Penetration testing PT
Badania penetracyjne (Penetrant Testing) to jedna z najbardziej uniwersalnych metod badań nieniszczących, która umożliwia wykrywanie nieciągłości powierzchniowych w materiałach nieporowatych. Metoda ta pozwala na precyzyjną identyfikację nieciągłości takich jak pęknięcia, porowatość czy brak zespolenia w różnorodnych materiałach. PT jest szczególnie cenione w przemyśle ze względu na swoją skuteczność oraz relatywnie niskie koszty implementacji.
How Penetration Tests Work
Penetrant testing is based on capillary action, utilizing the ability of special liquids to penetrate surface discontinuities. This process makes discontinuities invisible to the naked eye visible by using contrasting dyes or fluorescent substances.
The PT method is excellent for quality control of components made of austenitic and carbon steels, light alloys, ceramic materials, and some plastics. Thanks to its versatility, penetrant testing has become a standard control tool in many industries.
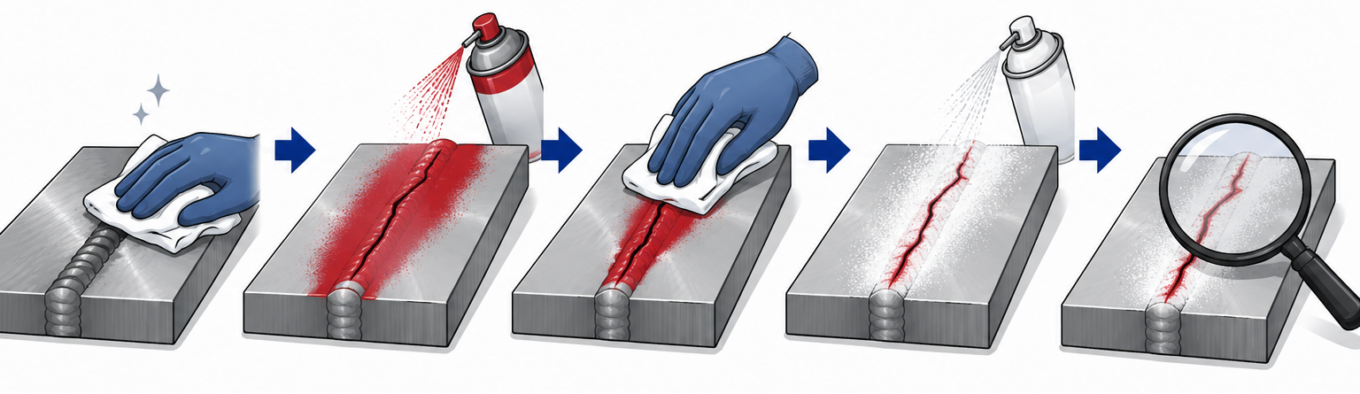
Penetration testing process step-by-step
Correctly performing a penetrant test requires strict adherence to a specific procedure in accordance with the PN-EN ISO 3452 standard. The key stages of this process are presented below:
- Surface preparation – thorough cleaning of all impurities
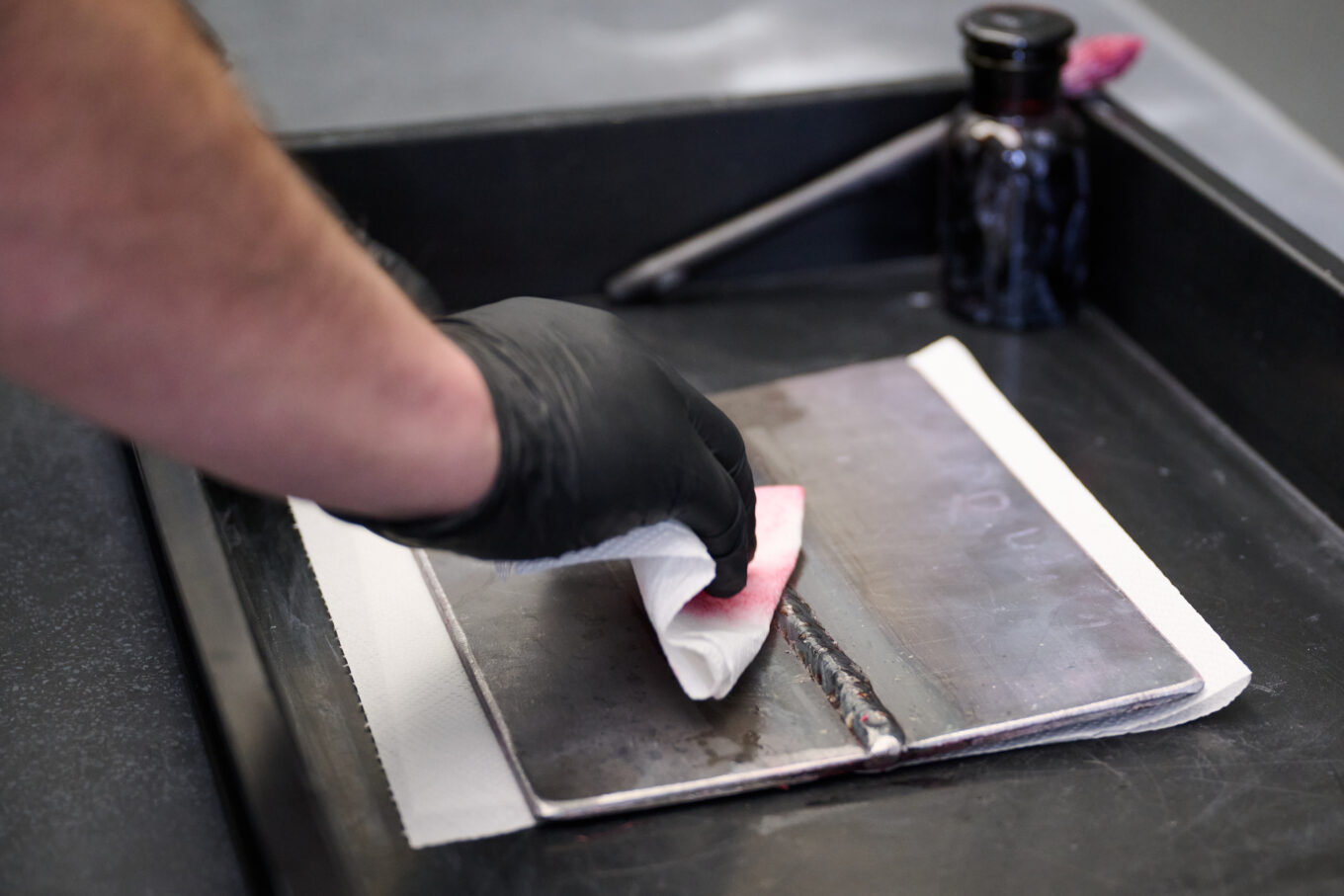
- Penetrant application – application of penetrating liquid to the inspected surface
- Removal of excess penetrant – according to the chosen examination technique
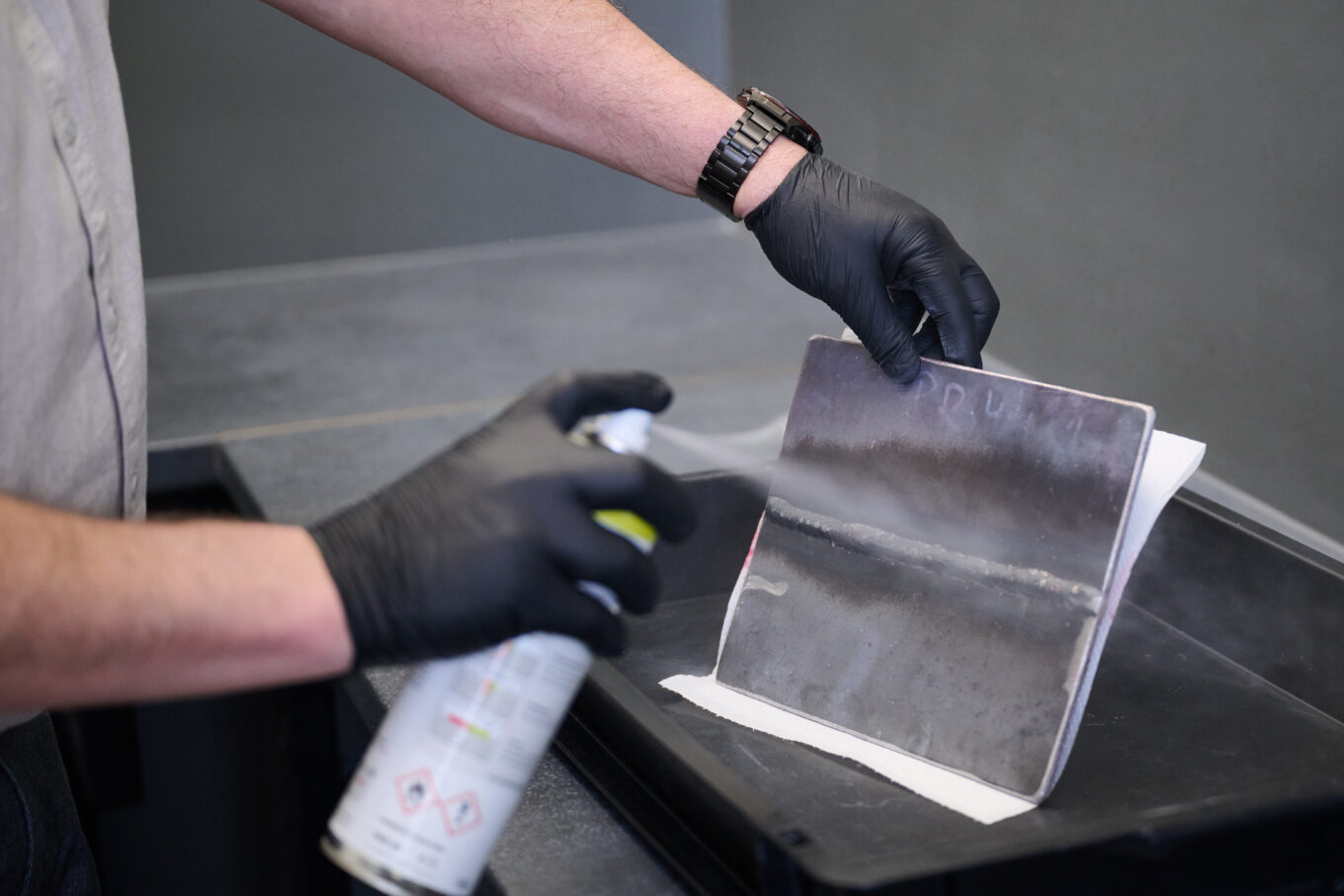
- Aplikacja wywoływacza – ujawnienie nieciągłości dzięki kontrastowi wizualnemu
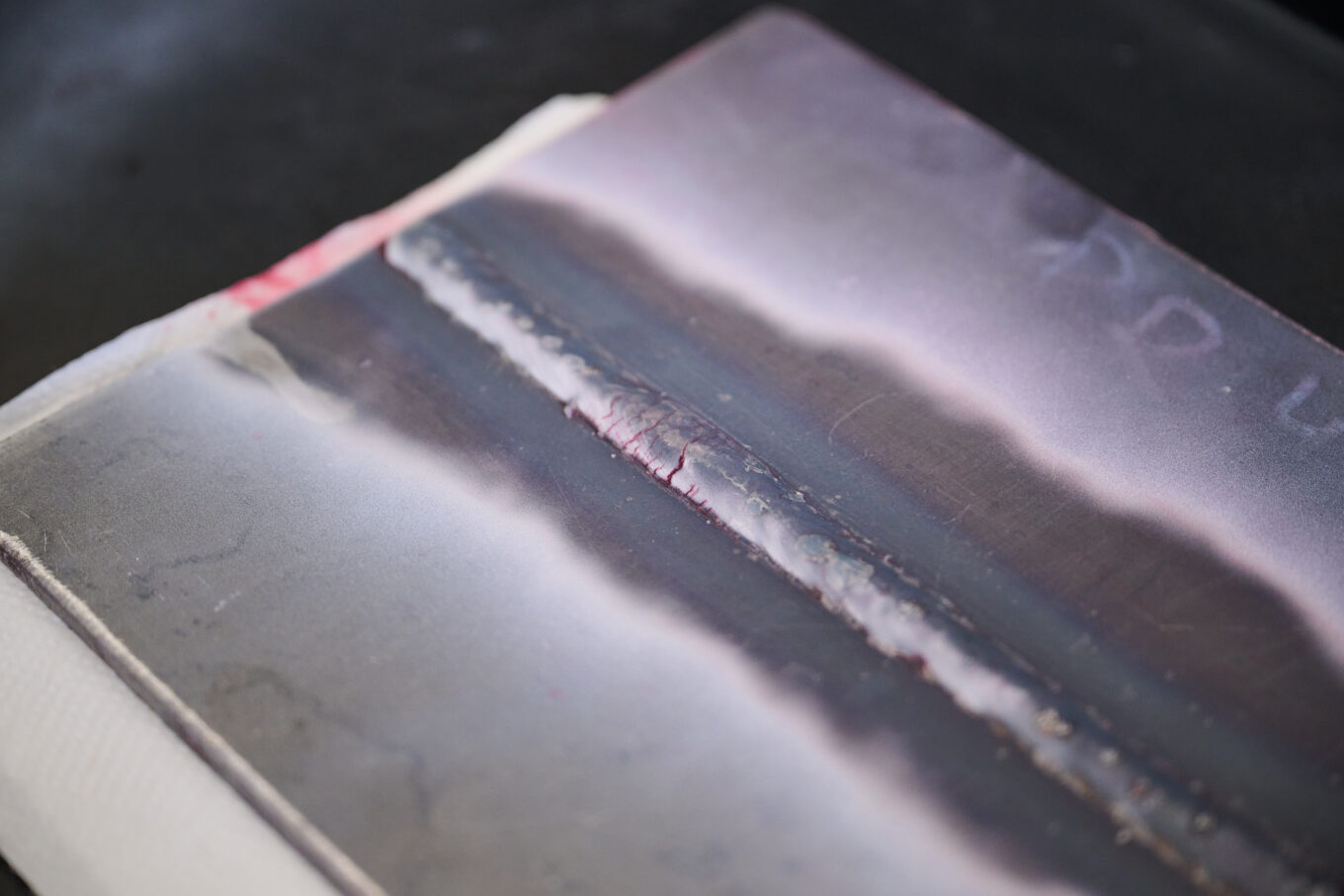
- Evaluation and Interpretation of Results – analysis under appropriate lighting (UV radiation or visible light)


Each of the above steps is critically important for the credibility of the results. Particular attention should be paid to proper surface preparation, as even the smallest contaminants can lead to erroneous conclusions.
Conditions for conducting PT studies
Penetrant testing requires strict adherence to specific environmental conditions. The temperature of the part being tested should be between 10°C and 50°C. If testing is necessary outside this range, special consumables and particular preparation of the test object are required, which must be agreed upon by the interested parties.
Penetration testing applications
PT research is used in a variety of industrial sectors and product types. The table below shows the main areas of application for this method:
| Industrial sector | Type of products | Application |
| Manufacturing | Castings Forgings Welded joints Pipes Rolled products | Quality control in the production process |
| Operational research | Castings Forgings Welded joints Pipes Rolled products | Fatigue crack detection |
| Aerospace industry | Inseparable connections (welded joints) Aircraft outer coverings (sheets) Running gear components (forgings) | Critical structural element inspection |
| Maritime industry | Ship hull elements Deck transport systems (piping) | Leak testing of connections |
| Energy | Generator Components (Forgings) Boiler/Reactor Components (Formed Products) | Periodic inspections of power/pressure equipment Periodic inspections of pressure equipment |
Penetration testing is used both during component production and during their operation, allowing for monitoring of technical condition and early detection of potential problems.
Advantages and limitations of the PT method
Understanding the strengths and weaknesses of penetration testing allows for their optimal use in industrial practice.
Advantages of penetration testing:
- High sensitivity in detecting surface discontinuities
- Possibility of examining non-magnetic materials (e.g., aluminum, austenitic steel)
- Effectiveness in controlling elements with complex geometry
- Relatively low implementation cost
- Good alternative to magnetic particle testing for limited access
Limitations of the PT method:
- Detects only discontinuities that exit and are open to the surface
- It requires very good surface preparation
- Process time consumption compared to some other NDT methods
- Limited effectiveness for porous materials
- Sensitivity to environmental conditions (temperature, humidity)
Training and certification in the PT method
Prawidłowe wykonywanie badań penetracyjnych wymaga odpowiednich kwalifikacji i certyfikacji zgodnej z normą EN ISO 9712. Navi Academy oferuje kompleksowe szkolenia w tym zakresie, skierowane zarówno do początkujących, jak i doświadczonych specjalistów.
The courses cover both theoretical knowledge and practical aspects of performing PT (penetrant testing) inspections. Certification training allows you to obtain qualifications at various levels: 1+, 2, and 3, which enables you to perform inspections independently, supervise them, and develop inspection procedures.
Training participants gain competencies in the following areas:
- Choosing the right research techniques
- Determining method limitations
- Development of non-destructive testing instructions
- Interpretation and evaluation of results
- Reporting in accordance with applicable standards
Bezpieczeństwo i przeciwwskazania
Praca z chemią wymaga świadomości. W Navi Academy kładziemy nacisk na bezpieczne podejście: nie rozpylamy środków w powietrzu, chroniąc drogi oddechowe kursantów.
Ważne: Przeciwwskazaniem do udziału w szkoleniu i wykonywania badań jest ciąża.
Non-destructive testing (NDT) in industrial practice
In industrial practice, penetrant testing often complements other non-destructive testing methods. After initial visual inspection (VT), penetrant testing (PT) allows for the verification of potential surface discontinuities before employing more advanced testing techniques.
According to the latest data, penetration tests are particularly effective at detecting:
- Fatigue cracks in components operating under variable load conditions
- Weld discontinuities in critical joints
- Material discontinuities in castings and forgings
- Cracks in heat-treated components
It is worth emphasizing that PT tests are often used as a verification method after repairs to components in which defects were previously detected.
Implementing PT studies in a quality control system
Implementing penetration tests in a company's quality control system requires proper preparation. Key elements for successful implementation include:
- Providing qualified personnel with EN ISO 9712 certifications
- Development of detailed research procedures
- Selection of appropriate penetrating materials
- Ensuring proper conditions for conducting research
- Implementation of a system for documenting and archiving results
Cooperation with experienced training centers, such as Navi Academy, allows for the acquisition of necessary knowledge and competencies in non-destructive testing, including the penetrant testing method.
Penetration testing is an essential component of a comprehensive quality control system, ensuring early detection of surface discontinuities and contributing to improved product safety and reliability.
Frequently Asked Questions (FAQ)
Can penetration tests be used for all materials?
PT tests are suitable for non-porous materials such as metals or ceramics. Highly porous materials are not suitable for this type of testing due to difficulties in interpreting the results.
What are the main differences between penetrant testing and magnetic particle testing?
Penetrant testing can be used on non-magnetic materials, while magnetic particle testing (MT) requires ferromagnetic materials. PT is more time-consuming but does not require a magnetization source and does not leave residual magnetization in the part being tested.
What qualifications are required for performing penetration tests?
For the professional performance of PT testing, a certificate of competence in accordance with PN-EN ISO 9712 is required, which can be obtained after completing appropriate training and passing a qualification examination.
Standard penetrant testing can be performed at temperatures ranging from 50°F to 122°F (10°C to 50°C).
Standard PT tests are performed in the temperature range of 10°C to 50°C. Outside this range, the use of special reagents and procedures is required.